








 Shearing is one of the most common cold cutting techniques. It involves the use of a shear to cut through the metal sheet along a straight line. This method is ideal for cutting large sheets into smaller pieces with high efficiency but low precision.
Shearing is one of the most common cold cutting techniques. It involves the use of a shear to cut through the metal sheet along a straight line. This method is ideal for cutting large sheets into smaller pieces with high efficiency but low precision.
Shearing is a common cold cutting technique used in sheet metal fabrication. It involves cutting straight lines on sheet metal using mechanical force without the application of heat. The process typically utilizes a shearing machine, which consists of two blades – one fixed and one movable.
Here’s how shearing works:
Placement: The sheet metal to be cut is placed between the blades of the shearing machine.
Alignment: The operator aligns the sheet metal to ensure the desired cutting line is positioned correctly.
Application of Force: The movable blade is then brought down onto the sheet metal with significant force, pressing it against the fixed blade.
Cutting: As the movable blade exerts force, it slices through the metal along the cutting line, separating the material into two pieces.
Separation: The cut pieces of sheet metal are then removed from the machine, leaving behind clean-cut edges.
 Blanking and punching are two common cold cutting processes used in sheet metal fabrication to create holes or cutouts in metal sheets. While they are similar in principle, there are distinct differences between the two techniques.
Blanking and punching are two common cold cutting processes used in sheet metal fabrication to create holes or cutouts in metal sheets. While they are similar in principle, there are distinct differences between the two techniques.
Blanking: Blanking is a process where a piece of sheet metal is cut to produce a desired shape or part, leaving behind the desired component. This is achieved by using a punch and die set, where the punch is the tool that cuts the desired shape from the sheet, and the die is the tool that supports the sheet and provides the necessary clearance for the punch.
Here’s how the blanking process works:
Blanking is commonly used in manufacturing to produce components such as washers, gaskets, and various other small parts with precise dimensions.
Punching: Punching is a process where holes are created in a sheet metal by using a punch and die set. Unlike blanking, punching does not remove the material surrounding the hole; instead, it creates a hole while leaving the surrounding material intact.
Here’s how the punching process works:
Punching is commonly used in various applications where holes are required, such as for mounting hardware, ventilation, or cable routing in sheet metal components.
 Sawing is a cold cutting process commonly used in sheet metal fabrication to cut through metal sheets and create desired shapes or sizes. Sawing mechanically cuts through the metal using a saw blade.
Sawing is a cold cutting process commonly used in sheet metal fabrication to cut through metal sheets and create desired shapes or sizes. Sawing mechanically cuts through the metal using a saw blade.
Here’s how the sawing process typically works:
Preparation: The sheet metal to be cut is securely clamped or held in place on a work surface or in a specialized cutting machine.
Selection of Saw Blade: Depending on the thickness and material of the sheet metal, an appropriate saw blade is selected. The saw blade may vary in tooth design, size, and material composition to optimize cutting efficiency.
Positioning: The operator positions the saw blade at the starting point of the desired cut line on the sheet metal.
Starting the Saw: The sawing machine is activated, causing the saw blade to rotate rapidly. The blade’s teeth engage with the surface of the metal sheet, gradually cutting through it as it moves along the designated path.
Cutting: As the saw blade progresses along the cut line, it shears off small chips of metal, gradually separating the sheet into two or more pieces.
Completion: Once the cut is completed, the saw blade is halted, and the cut pieces of sheet metal are removed from the machine.
Sawing is suitable for cutting through thicker sheet metal and for producing straight or curved cuts, depending on the design of the saw blade and the cutting machine. While sawing is effective in cutting through various metals, it may result in rough edges or burrs along the cut line, which may require additional finishing processes to achieve smooth edges.
 Waterjet cutting is a versatile and precise cold cutting method used in sheet metal fabrication and various other industries. It utilizes a high-pressure stream of water mixed with abrasive particles to cut through sheet metal and other materials with accuracy and efficiency.
Waterjet cutting is a versatile and precise cold cutting method used in sheet metal fabrication and various other industries. It utilizes a high-pressure stream of water mixed with abrasive particles to cut through sheet metal and other materials with accuracy and efficiency.
Here’s how waterjet cutting works:
Preparation: The sheet metal is securely fixed onto the cutting bed of the waterjet machine. The operator programs the cutting path into the machine’s computer numerical control (CNC) system, specifying the desired shape and dimensions of the cut.
Abrasive Mixing: Abrasive particles, such as garnet or aluminum oxide, are mixed with water in a mixing chamber. This abrasive-water mixture is then pressurized to extremely high levels, typically ranging from 30,000 to 90,000 pounds per square inch (psi), depending on the material being cut.
Cutting Process: The pressurized abrasive-water mixture is forced through a small nozzle at high velocity, creating a focused jet of water that exits the nozzle at speeds exceeding 1,000 meters per second. This high-speed jet is capable of cutting through sheet metal with remarkable precision.
Material Removal: As the waterjet stream makes contact with the surface of the sheet metal, it erodes the material along the programmed cutting path. The abrasive particles suspended in the water assist in the cutting process by accelerating material removal and enhancing cutting efficiency.
Control and Accuracy: The CNC system precisely controls the movement of the waterjet nozzle, guiding it along the programmed cutting path with micrometer-level accuracy. This allows for the creation of intricate shapes and precise cuts, even in thick or hard-to-cut materials.
Versatility: Waterjet cutting is suitable for a wide range of materials, including metals, plastics, composites, ceramics, and even glass. It is particularly well-suited for materials that are sensitive to heat or prone to thermal distortion, as waterjet cutting does not generate heat-affected zones.
Cleanliness and Environmental Friendliness: Unlike traditional cutting methods that produce chips, dust, or fumes, waterjet cutting produces clean cuts without generating harmful by-products. Additionally, the use of water as a cutting medium makes waterjet cutting an environmentally friendly option compared to thermal cutting methods that rely on heat.

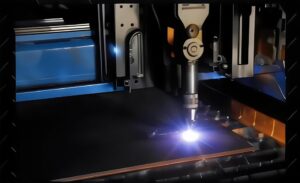
 Laser cutting is a highly precise and versatile thermal cutting process used in sheet metal fabrication and various other industries. It utilizes a focused laser beam to heat and melt the metal along a predetermined cutting path, resulting in clean and accurate cuts.
Laser cutting is a highly precise and versatile thermal cutting process used in sheet metal fabrication and various other industries. It utilizes a focused laser beam to heat and melt the metal along a predetermined cutting path, resulting in clean and accurate cuts.
Here’s how laser cutting works:
Preparation: The sheet metal to be cut is securely placed on the cutting bed of the laser cutting machine. The operator programs the cutting parameters, including the desired cutting path, speed, and power, into the machine’s computer numerical control (CNC) system.
Laser Beam Generation: A high-powered laser beam is generated by the laser resonator within the cutting machine. The laser beam passes through a series of mirrors and lenses, which focus and direct it onto the surface of the sheet metal.
Material Interaction: As the focused laser beam makes contact with the metal surface, it rapidly heats and melts the material along the cutting line. The intense heat generated by the laser beam causes the metal to vaporize or melt, creating a narrow kerf width and minimal heat-affected zone (HAZ) along the cut edge.
Cutting Process: The CNC system precisely controls the movement of the laser beam along the programmed cutting path. The laser beam follows the designated path, melting through the metal as it moves, and creating the desired shape or profile in the sheet metal.
Cooling and Solidification: After the cutting process is completed, the molten metal cools rapidly, solidifying into a clean-cut edge with minimal burrs or roughness. The cut pieces of sheet metal are then removed from the cutting machine.
Laser cutting offers several advantages in sheet metal fabrication, including:
 Blanking and punching are two common cold cutting processes used in sheet metal fabrication to create holes or cutouts in metal sheets. While they are similar in principle, there are distinct differences between the two techniques.
Blanking and punching are two common cold cutting processes used in sheet metal fabrication to create holes or cutouts in metal sheets. While they are similar in principle, there are distinct differences between the two techniques.
Blanking: Blanking is a process where a piece of sheet metal is cut to produce a desired shape or part, leaving behind the desired component. This is achieved by using a punch and die set, where the punch is the tool that cuts the desired shape from the sheet, and the die is the tool that supports the sheet and provides the necessary clearance for the punch.
Here’s how the blanking process works:
Blanking is commonly used in manufacturing to produce components such as washers, gaskets, and various other small parts with precise dimensions.
Punching: Punching is a process where holes are created in a sheet metal by using a punch and die set. Unlike blanking, punching does not remove the material surrounding the hole; instead, it creates a hole while leaving the surrounding material intact.
Here’s how the punching process works:
Punching is commonly used in various applications where holes are required, such as for mounting hardware, ventilation, or cable routing in sheet metal components.
 Oxy-fuel cutting is a thermal cutting process commonly used in sheet metal fabrication and other metalworking industries. It involves the use of a fuel gas, typically acetylene, combined with oxygen to create a high-temperature flame that melts through the metal, allowing for cutting or shaping.
Oxy-fuel cutting is a thermal cutting process commonly used in sheet metal fabrication and other metalworking industries. It involves the use of a fuel gas, typically acetylene, combined with oxygen to create a high-temperature flame that melts through the metal, allowing for cutting or shaping.
Here’s how oxy-fuel cutting works:
Preparation: The sheet metal to be cut is securely clamped or positioned on a cutting table or surface. The cutting area is cleared of any debris or obstructions.
Gas Mixture: A fuel gas, such as acetylene, propane, or natural gas, is combined with oxygen in a torch assembly. The ratio of oxygen to fuel gas is carefully controlled to achieve the desired cutting temperature and efficiency.
Ignition: The torch flame is ignited using a spark or pilot flame. Once ignited, the flame heats up the metal surface to the ignition temperature.
Preheating: Before cutting begins, the torch flame is used to preheat the metal along the cutting line. Preheating helps to reduce the amount of oxygen required for cutting and improves cutting efficiency.
Oxygen Jet: Once the metal is preheated, a stream of pure oxygen is directed at the preheated area using the cutting torch. The high-pressure oxygen jet reacts with the metal, causing it to oxidize rapidly and form a molten metal oxide.
Metal Removal: As the oxygen jet continues to flow, it blows away the molten metal oxide, creating a narrow kerf along the cutting line. The cutting torch is moved along the desired cutting path, allowing the oxygen jet to continue cutting through the metal.
Completion: Once the cut is completed, the cutting torch is turned off, and the cut pieces of metal are removed from the cutting area. The edges of the cut may require additional finishing to remove any roughness or slag.
Oxy-fuel cutting is commonly used for cutting thick metals, particularly carbon steels, in heavy fabrication and construction applications. It is relatively inexpensive compared to other thermal cutting methods and does not require complex machinery or equipment. However, oxy-fuel cutting is not as precise as laser cutting and may produce heat-affected zones along the cut edge. Additionally, it is not suitable for cutting non-ferrous metals such as aluminum or stainless steel. Despite these limitations, oxy-fuel cutting remains a widely used and effective method for cutting thick metal sections in various industries.

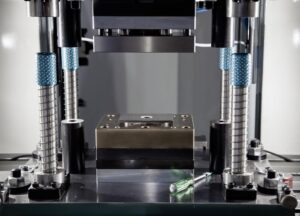
 Bending is a common sheet metal forming process used to shape flat metal sheets into angular or curved shapes. It involves applying force to the metal along a straight axis, causing it to deform and take on the desired form without removing material. Bending is widely used in manufacturing to produce a variety of components, including brackets, enclosures, chassis, and structural parts.
Bending is a common sheet metal forming process used to shape flat metal sheets into angular or curved shapes. It involves applying force to the metal along a straight axis, causing it to deform and take on the desired form without removing material. Bending is widely used in manufacturing to produce a variety of components, including brackets, enclosures, chassis, and structural parts.
Bending can produce a wide range of bend angles and shapes, including V-bends, U-bends, and Z-bends, among others. It is suitable for various metals, including steel, aluminum, stainless steel, and copper, with different thicknesses and properties.
Bending offers several advantages in sheet metal fabrication, including high precision, repeatability, and cost-effectiveness. It is a versatile process that allows for the production of complex parts with minimal material waste. Additionally, advancements in bending machine technology, such as CNC control and robotic automation, have further improved efficiency and accuracy in the bending process.
Here’s how the bending process typically works:
Preparation: The sheet metal to be bent is securely clamped or held in place on a bending machine, such as a press brake. The bending machine consists of a stationary bed and a movable ram or upper beam equipped with a punch or die.
Alignment: The operator positions the sheet metal between the punch and die, aligning it with the desired bend line or angle. Precision alignment is crucial to ensure accurate bending results.
Bend Setup: The bending machine’s CNC control system is programmed with the desired bend angle, bend radius, and other parameters based on the specific requirements of the part being produced.
Application of Force: The bending machine’s ram or upper beam descends under hydraulic or mechanical pressure, exerting force on the sheet metal and pressing it against the stationary die. This force causes the metal to bend along the predetermined bend line.
Bending: As the force is applied, the sheet metal deforms and takes on the shape of the die, forming the desired bend angle. The bending process may occur in multiple stages or passes, depending on the complexity of the bend and the material’s thickness.
Release and Inspection: Once the bending operation is completed, the bending machine’s ram or upper beam is retracted, and the bent sheet metal is removed from the machine for inspection. The bent part is checked for accuracy, dimensional tolerance, and any defects.
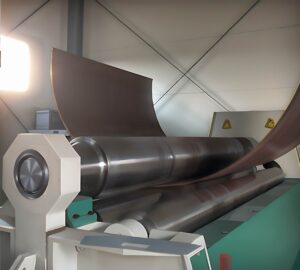 Rolling is a sheet metal forming process used to deform flat metal sheets into cylindrical or curved shapes. It involves passing the sheet metal through a series of rollers to gradually bend and shape it into the desired form. Rolling is commonly used in manufacturing to produce cylindrical parts such as tubes, pipes, cylinders, and rings.
Rolling is a sheet metal forming process used to deform flat metal sheets into cylindrical or curved shapes. It involves passing the sheet metal through a series of rollers to gradually bend and shape it into the desired form. Rolling is commonly used in manufacturing to produce cylindrical parts such as tubes, pipes, cylinders, and rings.
Rolling is a versatile and widely used sheet metal forming process that allows for the efficient production of cylindrical and curved parts in various industries, including automotive, aerospace, construction, and manufacturing.
Here’s how the rolling process typically works:
Preparation: The sheet metal to be rolled is prepared by cutting it to the required size and thickness. The edges of the sheet may be trimmed or prepared to ensure proper alignment during the rolling process.
Rolling Machine Setup: The sheet metal is fed into a rolling machine, also known as a rolling mill, which consists of a series of rollers arranged in a sequence. The rollers may be positioned vertically or horizontally, depending on the type of rolling machine and the desired shape of the final product.
Initial Pass: The sheet metal is fed between the rollers, and the gap between the rollers is adjusted to apply pressure gradually. The first pass through the rollers begins to deform the metal, bending it into a curved shape.
Successive Passes: The sheet metal is passed through the rollers multiple times, with the gap between the rollers gradually reduced in each pass. This allows for further deformation and shaping of the metal, gradually forming it into the desired cylindrical or curved shape.
Final Shape: After several passes through the rollers, the sheet metal takes on the desired form, whether it be a tube, pipe, cylinder, or ring. The final shape is determined by the diameter and curvature of the rollers, as well as the number of passes and the amount of pressure applied.
Finishing: Once the rolling process is completed, the rolled metal may undergo additional finishing processes, such as welding, trimming, or surface treatment, to achieve the desired dimensions, surface finish, and mechanical properties.
 Drawing is a sheet metal forming process used to create hollow, three-dimensional shapes from flat sheet metal. It involves stretching or pulling the metal over a die cavity to form the desired shape, typically with a depth greater than the thickness of the original sheet. Drawing is commonly used in manufacturing to produce components such as cups, cans, enclosures, and automotive body panels.
Drawing is a sheet metal forming process used to create hollow, three-dimensional shapes from flat sheet metal. It involves stretching or pulling the metal over a die cavity to form the desired shape, typically with a depth greater than the thickness of the original sheet. Drawing is commonly used in manufacturing to produce components such as cups, cans, enclosures, and automotive body panels.
Drawing is a versatile and widely used sheet metal forming process that enables the efficient production of hollow, three-dimensional parts with complex shapes and high precision.
Here’s how the drawing process typically works:
Preparation: The sheet metal blank, also known as a blank or blanking, is cut to the required size and shape. The blank is typically circular or rectangular and is placed over the die cavity in the drawing press.
Die Setup: The drawing press consists of a stationary die, which forms the outer shape of the part, and a punch, which applies force to the center of the blank to stretch it into the die cavity. The die cavity is machined to the desired shape and dimensions of the final part.
Blank Positioning: The sheet metal blank is positioned over the die cavity, with the punch aligned directly above it.
Drawing Operation: The drawing press applies downward force to the punch, which pushes the blank into the die cavity. As the blank is forced into the cavity, it undergoes plastic deformation, stretching and thinning to take on the shape of the die.
Friction Control: To prevent wrinkling or tearing of the metal during drawing, lubricants or coatings may be applied to the blank or die surfaces to reduce friction and improve formability.
Redrawing (Optional): In some cases, multiple drawing operations may be required to achieve the desired shape or depth. This process, known as redrawing, involves repeating the drawing operation with progressively larger dies to further stretch and refine the part shape.
Trimming and Finishing: Once the drawing process is completed, the drawn part may undergo additional trimming or finishing operations to remove excess material, smooth edges, and achieve the final dimensions and surface finish.
 Stamping is a sheet metal forming process used to create complex shapes and features in flat sheet metal by applying mechanical force. It involves pressing or stamping a shaped die into the metal, causing it to deform and take on the desired shape. Stamping is commonly used in manufacturing for producing a wide range of components and parts, including automotive body panels, appliance enclosures, electronic components, and more.
Stamping is a sheet metal forming process used to create complex shapes and features in flat sheet metal by applying mechanical force. It involves pressing or stamping a shaped die into the metal, causing it to deform and take on the desired shape. Stamping is commonly used in manufacturing for producing a wide range of components and parts, including automotive body panels, appliance enclosures, electronic components, and more.
Stamping is a versatile and widely used sheet metal forming process that enables the efficient production of complex parts with high precision and consistency.
Here’s how the stamping process typically works:
Die Design: The stamping process begins with the design and fabrication of a custom die set, which consists of a punch and a die. The punch is the upper component that presses into the metal, while the die is the lower component that provides support and defines the final shape of the part.
Material Preparation: The sheet metal blank, also known as a blanking or stock, is prepared to the required size and thickness for the stamping operation. The blank may undergo surface cleaning or lubrication to improve formability and prevent surface defects.
Blank Positioning: The sheet metal blank is placed between the punch and die of the stamping press. The press holds the blank securely in place, ensuring proper alignment with the die cavity.
Stamping Operation: The stamping press applies downward force to the punch, which presses into the metal blank and forces it into the die cavity. As the punch descends, the metal undergoes plastic deformation, taking on the shape of the die cavity.
Forming and Shearing: In addition to shaping the metal, the stamping process may also involve shearing or cutting operations to trim excess material and separate the formed part from the surrounding sheet. This is typically achieved using additional cutting features incorporated into the die.
Ejection: After the stamping operation is completed, the formed part is ejected from the die cavity, either manually or with the assistance of ejector pins or springs. The remaining scrap material, known as the slug, is also ejected from the die.
Quality Inspection: The stamped parts undergo inspection to ensure they meet the required dimensional tolerances, surface finish, and quality standards. Any defective parts may be rejected or reworked to correct the issues.
 Spinning, also known as spin forming or metal spinning, is a sheet metal forming process used to create hollow, axisymmetric shapes by rotating a metal disc or tube against a forming tool. It is commonly used in manufacturing to produce parts such as domes, cones, cylinders, and hemispheres with smooth and uniform surfaces.
Spinning, also known as spin forming or metal spinning, is a sheet metal forming process used to create hollow, axisymmetric shapes by rotating a metal disc or tube against a forming tool. It is commonly used in manufacturing to produce parts such as domes, cones, cylinders, and hemispheres with smooth and uniform surfaces.
Spinning is a versatile and efficient sheet metal forming process that enables the production of complex, hollow parts with high precision and consistency. It is widely used in industries such as aerospace, automotive, lighting, and architecture for producing a wide range of components and assemblies.
Here’s how the spinning process typically works:
Preparation: The spinning process begins with the preparation of a metal blank, which can be in the form of a disc, tube, or pre-formed shell. The blank is securely mounted onto a rotating spindle or mandrel, which serves as the axis of rotation during the spinning process.
Tool Setup: A forming tool, also known as a spinning tool or chuck, is mounted on a movable carriage or arm attached to the spinning machine. The forming tool is shaped to the desired geometry of the final part and is positioned opposite the rotating blank.
Contact and Pressure: The spinning machine is activated, causing the metal blank to rotate rapidly around its axis. As the blank rotates, the forming tool is brought into contact with the surface of the metal, applying pressure and gradually shaping it into the desired form.
Forming Process: The forming tool moves along the surface of the rotating blank, gradually pressing and shaping the metal to conform to the contours of the tool. The pressure exerted by the tool causes the metal to deform plastically, stretching and thinning it to create the desired shape.
Controlled Deformation: The spinning process is carefully controlled to ensure uniform deformation and thickness distribution throughout the formed part. Adjustments may be made to the spinning speed, tool pressure, and feed rate to achieve the desired shape and dimensions.
Finishing: Once the spinning process is completed, the formed part may undergo additional finishing operations to remove any imperfections, smooth the surface, and achieve the final dimensions and surface finish. This may include trimming, sanding, polishing, or other surface treatments as required.